

Héichpräzis Metallprägungsaarbechte enthalen Stanzen, Stanzen an Déifzéien


Metallprägung ass e Prozess mat Prägungsmaschinnen an Tools fir d'Masseproduktioun. Et ass méi präzis, méi séier, méi stabil a méi bëlleg wéi Laserschneiden a Béien mat Béimaschinnen. Natierlech musst Dir als éischt d'Toolkäschte berücksichtegen.
Geméiss der Ënnerdeelung ass Metallprägung an normal opgedeeltStanzen,Déif ZeechnenanNCT-Stanzen.

Bild 1: Eng Eck vum HY Metals Stanzatelier
Metallprägung huet d'Charakteristike vun héijer Geschwindegkeet a Präzisioun. D'Schnëtttoleranz beim Prägung kann ±0,05 mm oder besser erreechen, an d'Biegetoleranz beim Prägung kann ±0,1 mm oder besser sinn.
Design vun Stanzwierker
Dir braucht Stanzinstrumenter fir d'Deeler ze maachen, wann d'Chargequantitéit iwwer 5000 Stéck ass, oder wann se deier mat enger Laserschneid- a Béimaschinn hiergestallt ginn.
D'Ingenieurséquipe vun HY Metals analyséiert Äert Metalldeel a designt dat bescht Prägungsinstrument no Äre Produktzeechnungen an Ärem Käschtebudget.

Bild 2: Mir hunn eng staark Ingenieursënnerstëtzung fir de Schimmeldesign
Et kann e Progressive-Stanzform oder eng Serie vun eenzelne Stanzformen sinn, wat vun der Struktur, der Quantitéit, der Liwwerzäit an dem gewënschte Präis ofhänkt.
Eng progressiv Form ass eng kontinuéierlech Stanzform, déi all oder méi Prozesser gläichzäiteg ofschléisse kann. Dir braucht eventuell just eng progressiv Form fir e fäerdegt Stéck ze kréien.
Bild3: Dëst ass e Beispill vun enger einfacher progressiver Form, déi eemol geschnidden a gebéit gëtt.
Eng eenzel Stanzform ass e Schrëtt-fir-Schrëtt-Stanzprozess. Si kann Stanz- a Schneidinstrumenter a verschidde Stanz- a Bieginstrumenter enthalen.
Eenzelstanzwierkzeug sinn méi einfach ze veraarbechten a meeschtens méi bëlleg wéi progressiv Wierkzeug. Awer si sinn méi lues fir d'Masseproduktioun an déi geprägte Stécker hunn e méi héije Stéckpräis.
Stanzenschneiden
Normalerweis ass Stanzschneiden den éischte Schrëtt fir Lächer oder Formen ze schneiden.
Schneiden mat Stanzinstrumenter ass vill méi séier a méi bëlleg wéi Laserschneiden.
Stanzformen
Fir verschidde konkav a konvex Strukturen oder Rippen fir verschidde Blechdeeler brauche mir Prägungsinstrumenter fir se ze formen.
Stanzbéien
Stanzbéien ass och méi bëlleg a méi séier wéi Béimaschinnen. Mee et ass nëmme gëeegent fir Deeler mat komplexer Struktur a klenger Gréisst wéi 300mm * 300mm. Well wann d'Béigréisst méi grouss ass, sinn d'Toolkäschte méi héich.
Also, fir e puer grouss Deeler a grouss Quantitéiten, designen mir heiansdo nëmmen e prägen-Schneid-Tool, keng Béi-Tools. Mir béien d'Deeler nëmme mat Béi-Maschinnen.
Mir hunn 5 professionell Ingenieuren fir d'Design vun Tools, déi déi bescht Léisunge fir Är Metallprägungsdeeler ubidden.


Bild4: HY Metals Stanzwierkzeuglager
Mir hunn iwwer 20 Sätz vu Stanz- a Stanzmaschinne vun 10T bis 1200T fir Metallprägung. Mir hunn Honnerte vu Prägungsformen intern hiergestallt a Millioune vu Präzisiounsmetalldeeler fir Clienten op der ganzer Welt all Joer gestanzt.
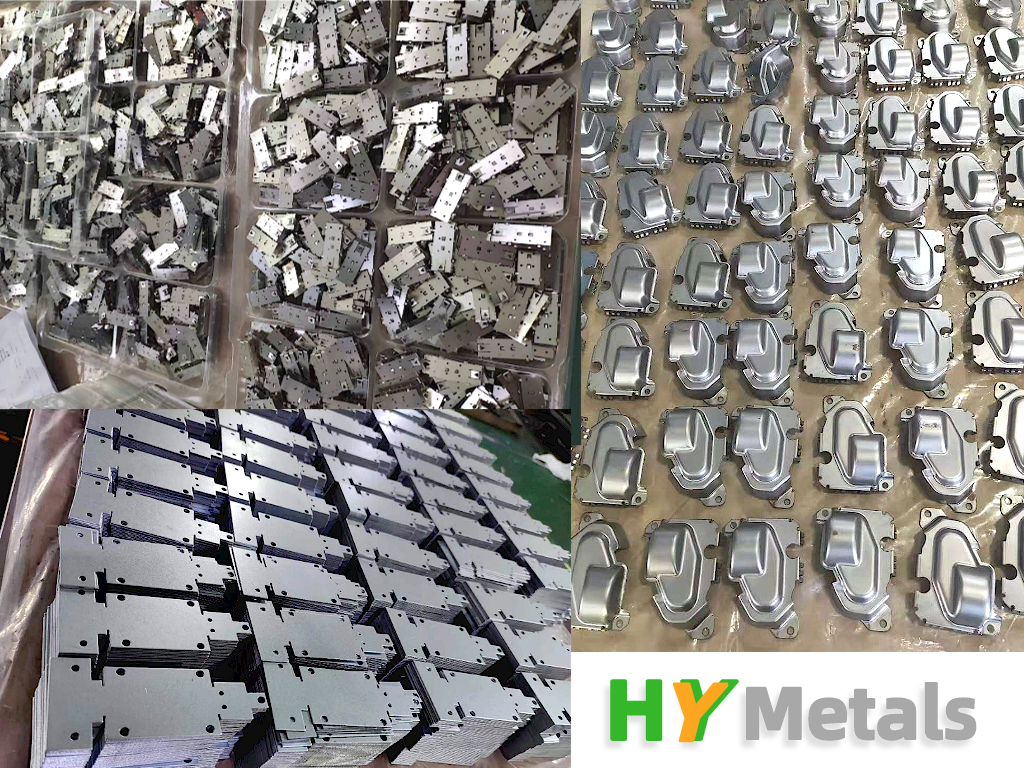
Bild5: E puer geprägte Deeler vun HY Metals
Déifzeechnen
Déifzéien ass eng Aart Stanzen fir eng méi déif a konkavfërmeg Struktur. D'Spullbecken an d'Behälter aus Edelstol an der Kichen sinn e puer Déifzéiendeeler, déi mir kënne gesinn.
Mir maachen vill Präzisiounsindustriedeeler duerch Déifzéien.

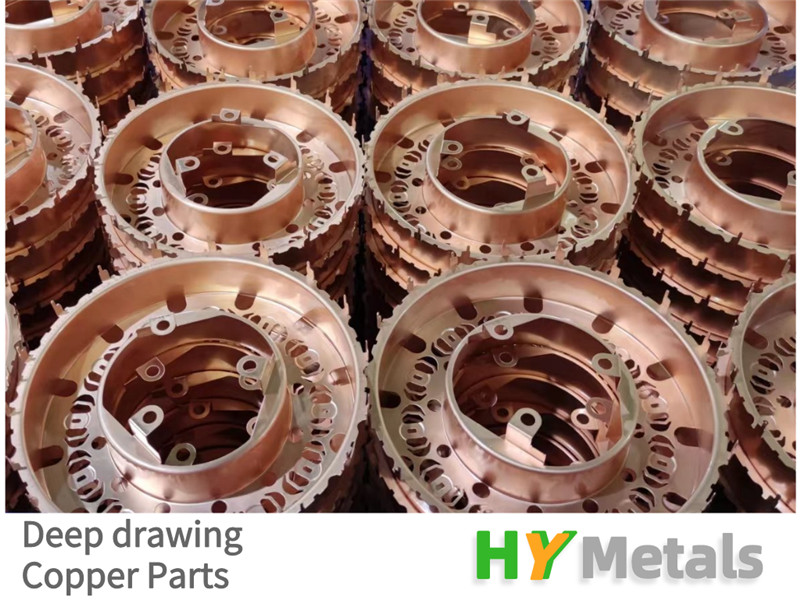
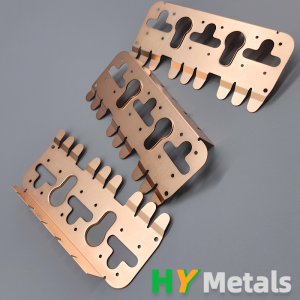
Bild6: Déifzéien a Prägung vu Kupferdeeler
Dëst ass en Deel fir déif Zéien a Stanzen aus Koffer.
Mir hunn insgesamt 7 Sätz Eenzelstanz-Tools fir dësen Deel entwéckelt, dorënner 3 Sätz Déifzeichnungs-Tools fir d'Formen an 4 Stanzinstrumenter fir ze schneiden a ze béien.
NCT-Stanzen

Den NCT-Punch ass d'Ofkierzung fir Numerical Control Turret Punch Press, och bekannt als Servo Punch, déi mat enger automatescher Maschinn mat engem industrielle Kontrollsystem virgeet.
NCT-Stanzen ass och eng Zort Kaltstanzprozess. Et gëtt dacks benotzt fir Lächer an Mesh-Lächer oder OB-Lächer ze schneiden.
Fir Blechdeeler mat vill Lächer ass NCT-Stanzen eng besser Optioun, mat engem méi bëllegen a méi schnelle Geschwindegkeet wéi Laserschneiden.
A mir wëssen, datt Laserschneiden duerch d'Hëtzt zu enger Verformung féiere wäert.
NCT-Punch ass e kale Prozess, deen keng Hëtztdeformatioun féiert an d'Blechplack eng besser Flaachheet behält
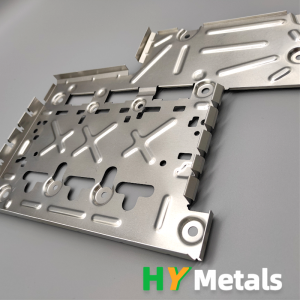
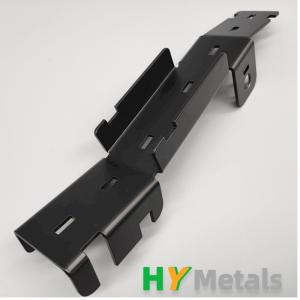
Bild7: E puer NCT-gestanzt Produkter vun HY Metals
-
Personaliséiert Fabrikatiounsservice fir Blechpro...
-

Héichpräzis Metallprägungsaarbechte enthalen Stämpel...
-
Héich Präzisiounsblechdeeler Kofferkontakt ...
-

Präzisiounsblechbéi- a Formprozess
-

Blechdeeler aus galvaniséiertem Stol ...
-

Blechprototyp mat kuerzer Ëmlafzäit
-
Blechhalterung aus Edelstol mat schwaarzem ...