

Blechbéien ass e verbreeten Fabrikatiounsprozess, deen benotzt gëtt fir eng Vielfalt vu Komponenten a Produkter ze kreéieren. De Prozess besteet doran, e Metallblech ze deforméieren andeems Kraaft drop ugewannt gëtt, normalerweis mat enger Kantpress oder enger ähnlecher Maschinn. Hei ass eng Iwwersiicht iwwer de Blechbéiprozess:
1. Materialauswiel: Den éischte Schrëtt an derBlechbéienDe Prozess ass d'Auswiel vum passenden Material. Déi heefegst Materialien, déi fir d'Béie vu Blech benotzt ginn, sinn Stol, Aluminium an Edelstol. D'Déckt vum Blech ass och e Schlësselfaktor fir de Béiprozess ze bestëmmen. Bei HY Metals benotze mir d'Materialien, déi vun de Clienten uginn sinn.
2. Auswiel vum Tool:Den nächste Schrëtt ass d'Auswiel vum passenden Tool fir d'Biegeoperatioun. D'Wiel vum Tool hänkt vum Material, der Déckt an der Komplexitéit vun der Biege of.
D'Wiel vum richtege Bieginstrument ass entscheedend fir präzis a qualitativ héichwäerteg Biegungen beim Blechbéiprozess z'erreechen. Hei sinn e puer wichteg Iwwerleeungen bei der Wiel vun engem Bieginstrument:
2.1 Materialtyp a -dicke:Den Typ vum Material an d'Dicke vun der Plack beaflossen d'Auswiel vun de Bieginstrumenter. Méi haart Materialien wéi Edelstol brauchen eventuell méi robust Instrumenter, während méi mëll Materialien wéi Aluminium aner Toolsbedéngungen erfuerderen. Méi déck Materialien brauchen eventuell méi robust Instrumenter fir de Biegkräfte standzehalen.
2.2 Biegwénkel a Radius:De gewënschte Biegwénkel a Radius bestëmmen d'Aart vum erfuerderleche Werkzeug. Verschidde Kombinatioune vu Stempelen a Stanzformen ginn benotzt fir spezifesch Biegwénkelen an Radien z'erreechen. Fir enk Biegunge kënne méi schmuel Stempelen a Stempelformen néideg sinn, während méi grouss Radien aner Werkzeugastellungen erfuerderen.
2.3 Kompatibilitéit mat Tools:Vergewëssert Iech, datt d'Biegeschir, dat Dir wielt, mat der Kantpress oder der Biemaschinn kompatibel ass, déi benotzt gëtt. D'Schirmer sollten déi richteg Gréisst an den richtegen Typ fir déi spezifesch Maschinn hunn, fir e gudde Betrib a Sécherheet ze garantéieren.
2.4 Material fir d'Veraarbechtung:Betruecht d'Materialien vun de Béiinstrumenter. Gehärtet a geschliffen Instrumenter ginn dacks fir Präzisiounsbéien benotzt a fir de Kräften, déi am Prozess involvéiert sinn, standzehalen. Instrumentmaterialien kënnen Instrumentstol, Hartmetall oder aner gehärtet Legierungen enthalen.
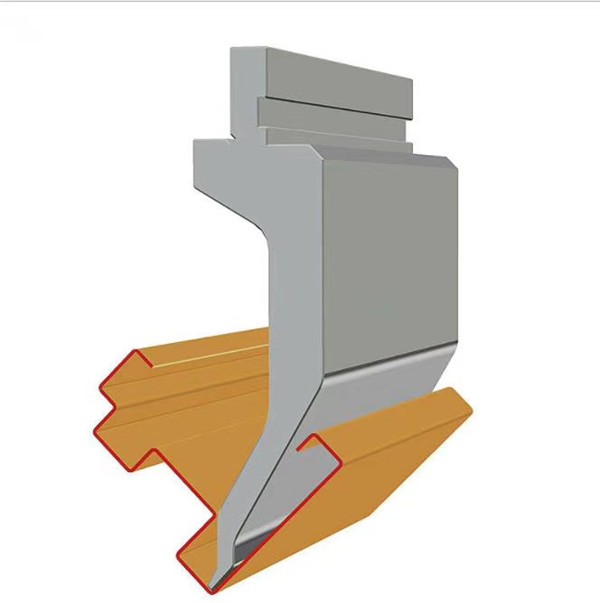
2.5 Spezial Ufuerderungen:Wann den Deel, deen gebéit gëtt, speziell Eegeschafte huet, wéi Flanschen, Krullungen oder Offsets, kënne speziell Tools néideg sinn, fir dës Eegeschafte präzis z'erreechen.
2.6 Ënnerhalt a Liewensdauer vun der Schimmel:Denkt un d'Ënnerhaltsfuerderungen an d'Liewensdauer vumBéiformQualitéitsinstrumenter halen wahrscheinlech méi laang a ginn manner dacks ersat, wat Ausfallzäiten a Käschte reduzéiert.
2.7 Benotzerdefinéiert Tools:Fir eenzegaarteg oder komplex Biegefuerderungen, kënnen individuell Tools erfuerderlech sinn. Benotzerdefinéiert Tools kënnen entwéckelt a fabrizéiert ginn, fir spezifesch Biegefuerderungen gerecht ze ginn.
Wann Dir e Bieginstrument auswielt, ass et wichteg, sech mat engem erfuerene Werkzeugliwwerant oder Hiersteller ze beroden, fir sécherzestellen, datt dat gewielt Werkzeug fir déi spezifesch Biegapplikatioun an d'Maschinn gëeegent ass. Zousätzlech kann d'Berécksiichtegung vu Faktoren wéi d'Käschte vum Werkzeug, d'Liwwerzäit an d'Ënnerstëtzung vum Liwwerant hëllefen, eng informéiert Entscheedung ze treffen.
3. OpstellungSoubal d'Material an d'Form ausgewielt sinn, ass d'Astellung vun der Kantpress entscheedend. Dëst beinhalt d'Upassung vum Réckanlag, d'Spannen vum Blech an d'Astellung vun de richtege Parameteren op der Kantpress, wéi zum Beispill d'Biegewénkel an d'Biegelängt.
4. Béiprozess:Soubal d'Installatioun fäerdeg ass, kann de Biegeprozess ufänken. D'Kantpress setzt Kraaft op d'Metallblech aus, wouduerch se sech deforméiert a bis zum gewënschten Wénkel béit. Den Operateur muss de Prozess suergfälteg iwwerwaachen, fir de richtege Biegewénkel ze garantéieren an all Mängel oder Materialschued ze vermeiden.
5. Qualitéitskontroll:Nodeems de Béiprozess ofgeschloss ass, kontrolléiert d'Genauegkeet an d'Qualitéit vun der gebéiter Metallplack. Dëst kann d'Benotzung vu Moossinstrumenter enthalen fir d'Béiwénkelen an d'Dimensiounen ze verifizéieren, souwéi visuell Inspektioun op all Mängel oder Onvollkommenheeten.
6. Nobéioperatiounen:Jee no de spezifesche Bedierfnesser vum Deel kënnen zousätzlech Operatiounen wéi Schneiden, Stanzen oder Schweessen nom Biegeprozess duerchgefouert ginn.
Am Allgemengen,Blechbéienass e fundamentale Prozess an der Metallfabrikatioun a gëtt benotzt fir eng Vielfalt vu Produkter ze kreéieren, vu einfache Klammeren bis zu komplexe Gehäuse a strukturelle Komponenten. De Prozess erfuerdert virsiichteg Opmierksamkeet op d'Materialauswiel, d'Tooling, den Opbau an d'Qualitéitskontroll fir präzis a qualitativ héichwäerteg Biegungen ze garantéieren.
Zäitpunkt vun der Verëffentlechung: 16. Juli 2024